

Пресс-формы для грануляторов
Определение качества частиц:Размер пор и соотношение сторон формы напрямую определяют плотность, твердость и скорость формования частиц, которые имеют решающее значение для обеспечения ценности конечного продукта.
Влияние на эффективность производства:Оптимизированная скорость перфорации и внутренняя структура позволяют значительно повысить скорость и производительность разряда, эффективно снижая при этом энергопотребление агрегата.
Отличная износостойкость и долговечность:Использование легированной стали и специальных процессов, таких как цементация и закалка, делает поверхность формы чрезвычайно твердой, с высокой усталостной прочностью и длительным сроком службы.
Высокая приспособляемость к сырью:Изменяя формы с различными параметрами, одну и ту же машину можно гибко адаптировать к потребностям гранулирования различного сырья, например, древесной щепы, соломы и кормов.
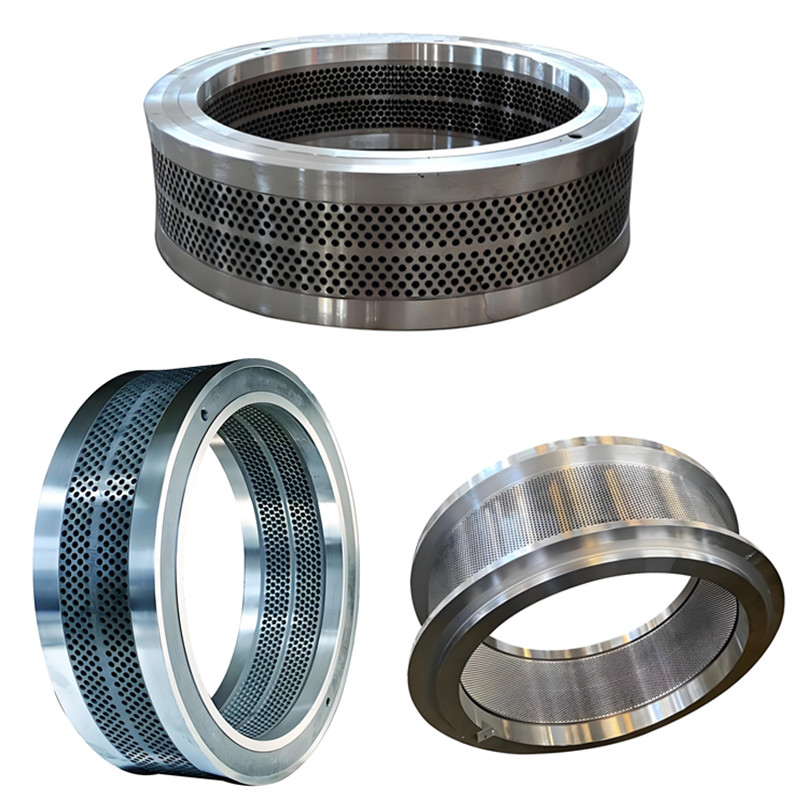
Пресс-форма для гранулирования представляет собой металлический диск или кольцо с множеством прецизионных отверстий. Она служит не только «шаблоном» для формования гранул, но и важнейшим компонентом для достижения экструзии, трения и повышения температуры. Пресс-форма взаимодействует с прессующим роликом, продавливая сырье через отверстия под высоким давлением, тем самым уплотняя и затвердевая в цилиндрические гранулы.
 Формы в основном подразделяются на два типа, соответствующие различным типам грануляторов:
Формы в основном подразделяются на два типа, соответствующие различным типам грануляторов:
Кольцевая форма: вращающееся толстостенное кольцо с прижимным роликом внутри. Высокая производительность, долговечность и однородность гранул. Стабильная работа, подходит для крупномасштабного непрерывного производства. Коммерческое и промышленное производство: основной выбор для заводов по производству кормов, древесных гранул и удобрений.
Плоская фильера: горизонтально расположенный неподвижный диск с вращающимся прижимным роликом над ним. Она имеет простую конструкцию, низкую стоимость и легко заменяется. Она обладает довольно широкой адаптируемостью к сырью, но производительность одной машины, как правило, невысока. Она подходит для малых и средних производственных и экспериментальных предприятий: ферм, мастерских и стартапов, работающих на биотопливе.
 Правильный выбор пресс-формы является основой обеспечения эффективной работы гранулятора, при этом необходимо учитывать следующие основные параметры:
Правильный выбор пресс-формы является основой обеспечения эффективной работы гранулятора, при этом необходимо учитывать следующие основные параметры:
1. Материал формы и термообработка
Основные требования: высокая износостойкость, высокая прочность и достаточная вязкость.
Обычно используемый материал: высококачественная легированная сталь (например, 20CrMnTi).
Ключевой процесс: цементация и закалка. Благодаря проникновению углеродных элементов в поверхность формы и её закалке она приобретает свойство «внешней твёрдости и внутренней прочности»: поверхность становится чрезвычайно износостойкой, в то время как сердцевина остаётся прочной, предотвращая растрескивание.
2. Параметры фильеры
Размер пор: определяет диаметр частиц. Чем меньше размер пор, тем ниже выход и тем выше требуемое давление.
Соотношение сторон: отношение эффективной длины отверстия пресс-формы к её диаметру. Это основа конструкции пресс-формы.
Высокое соотношение сторон: высокое сопротивление экструзии, высокая плотность частиц и твердость, но снижение производительности и увеличение потребления энергии.
Малое соотношение сторон: частицы образуются быстро и выход высокий, но частицы могут быть рыхлыми и хрупкими.
Конусность входного отверстия: оптимизированный конус позволяет плавно направлять сырье в зону сжатия, снижая потребление энергии и износ формы.
3. Скорость перфорации и толщина стенки
С точки зрения обеспечения структурной прочности формы более высокая пористость означает большее количество выпускных каналов, что способствует повышению производительности.
 Использование и обслуживание пресс-форм
Использование и обслуживание пресс-форм
Обкатка новых форм: необходимо использовать мягкие материалы, смешанные с маслом (например, рисовые отруби и опилки, смешанные с маслом), в течение как минимум 1 часа обкатки, чтобы сгладить внутренние стенки отверстий форм.
Разумное соответствие материалов: различные виды сырья (например, древесина твердых пород, солома и корм) имеют разную структуру волокон и коэффициенты трения, что требует использования форм с разными соотношениями сторон и размерами пор.
Равномерный износ: зазор между прижимным роликом и формой необходимо регулярно регулировать, чтобы обеспечить равномерный износ между ними, тем самым продлевая общий срок службы.
Регулярная очистка и осмотр: во время простоя необходимо тщательно очищать форму, чтобы предотвратить затвердевание материала и его закупорку. Регулярно проверяйте гладкость внутренней стенки отверстия формы и немедленно заменяйте её при обнаружении сильного износа или затруднений при выгрузке.
Сопутствующие товары




